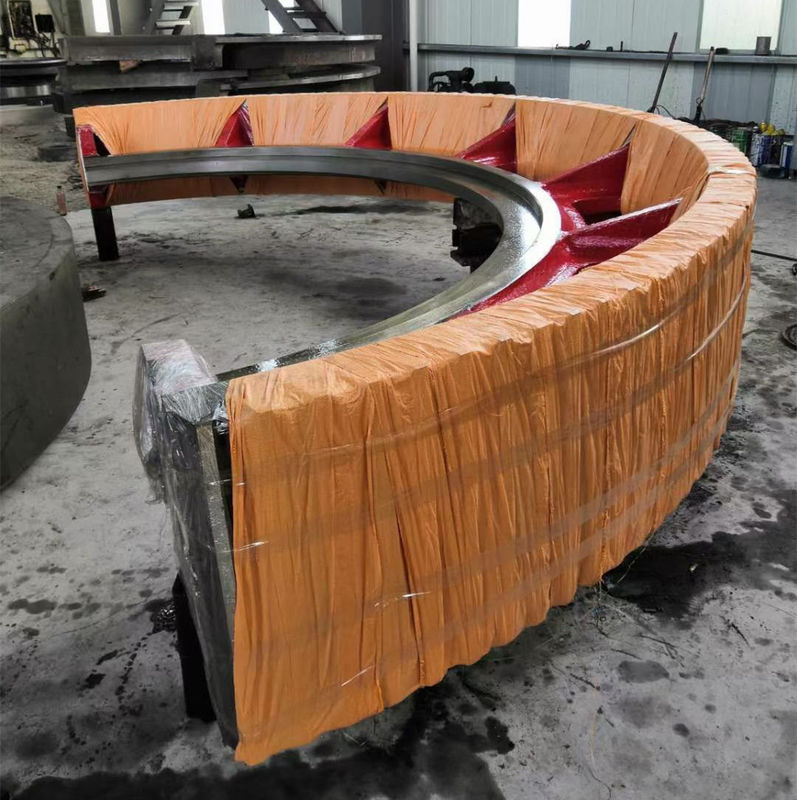
Machinerie sur mesure pour les engrenages à anneau extérieur en acier de grand diamètre
Application du projet
L'anneau Gea peut être largement utilisé dans les usines de ciment, les mines, le levage, l'industrie légère, l'industrie chimique, les transports, la construction et d'autres machines et équipements.
Avantages de l'équipement
- Produits avec des dessins et modèles de clients
-Machinerie puissante et traitement thermiqueLes capacités
- Contrôle de qualité strict
- Livraison rapide
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Acier allié en fonte, acier au carbone en fusion, acier allié forgé, acier au carbone forgé
|
|
|
|
Intégré, de moitié à moitié, quatre pièces et plus
|
|
|
|
Démolissage et trempage, normalisation et trempage, carburation et trempage
|
|
|
|
Les engrenages annulaires, les engrenages extérieurs
|
|
|
|
Pour les appareils à moteur à commande numérique:
|
Nous fournissons des engrenages de circonférence dans trois conceptions différentes
1. acier usiné
- une bague forgée
- plaques laminées
Acier moulé
Ferraille ductile (nodulaire)
Les engrenages fabriqués sont devenus plus courants dans le passé et sont construits avec des matériaux de jante d'engrenage en acier forgé et une structure de carrosserie électro-soudée.Les anneaux sont fabriqués à partir d'un bloc entier en acier allié haute résistanceAprès l'usinage brut de l'anneau, nous effectuons un traitement thermique de durcissement et de trempage afin d'améliorer les caractéristiques mécaniques et donc ses performances pertinentes.
Caractéristiques
1. Les dents extérieures
Le diamètre maximal: 16000 mm
Largeur de la face dentée: 1700 mm
Module maximum: 45 par plaque de cuisson
Module maximal: 65 engrenages de finition
2. Les dents internes
Le diamètre maximal: 6500 mm
Module maximum: 25.4
Largeur de la face dentée: 400 mm
Processus de forgeage des matériaux
Forgeage
Laminage final
Refroidissement par four
Contrôle de la production
Éteinture à l'eau
Épreuves de dureté
Machinerie à l'usure
Tests par ultrasons et inspection dimensionnelle
Certification de l'inspection finale
Normes/certificats
Les États membres
AWS
Pour l'ASTM
Le code ASME
DIN
Nous sommes le principal fournisseur des engrenages de girth pour les différentes usines comme indiqué ci-dessous.
1Les plantes de fer à éponge 50TPD 100TPD 300TPD 350TPD 500TPD 1000TPD
2- usines de ciment selon les exigences du client
3- engrenages pour les mines de phosphate, usine d'aluminium, kaolin-bentonite
Capacité de coupe d'engrenage:
1. de 100 mm à 16000 mm de diamètre
2Module 10 à Module 70
Les engrenages de circonférence Kiln sont principalement disponibles en deux parties, quatre parties, huit parties ou plusieurs segments selon les besoins et l'adéquation avec l'application de l'engrenage.Dans le domaine des composants de broyeursNous fournissons des têtes de broyeur, des entrées d'alimentation, des rouleaux de meulage, des anneaux de montage de fours à ciment, des engrenages de coulée, des blocs d'arbre.
Documents d'assurance qualité
Les rapports suivants doivent être soumis à l'assurance qualité:
a. Rapport sur la chimie
b. Rapport physique
c. Documents relatifs au traitement thermique
Spécification pour les pièces moulées en acier destinées aux broyeurs
d. Rapport d'inspection par ultrasons (avant et après les réparations)
e. Rapport d'inspection des particules magnétiques (avant et après les réparations)
f. Rapport sur les dimensions
g. Cartes de réparation des soudures
h. Procédures de soudage et dossier de qualification des procédures
i. Qualification de soudeur
j. Qualification d'inspecteur des essais non destructifs
|
Nom de l'article
|
Caractéristiques structurelles
|
Mesure de traitement
|
Contenu de l'essai
|
|
Équipement de circonférence
|
(1) GS42CrMo4Alloy Steel (normes détenues par les entreprises)
HB 220 à 240
(2) semi-structurés, en Y-spoke
(3)Helices
(4) structure raisonnable d'étanchéité et d'alignement de l'acier allié (normes propriétaires de l'entreprise) |
(1) raffinage de l'acier extérieur (Argon RH et traitement sous vide)
(2) technologie exclusive de sable suspendu par moule froid pour assurer la coulée, les dents denses
(3) normalisation (technologie brevetée) pour assurer la dureté de la surface dentaire
Après
(4) roulement rugueux, temps de relâchement, réparation de la surface de l'articulation, puis roulement fin
(5) cuisinière maison de fabrication exclusive
|
(1) propriétés mécaniques et composition chimique des pièces coulées (norme interne)
(2) roulage après essai sonique
(3) semi-finition, finition après essai par ultrasons et inspection par particules magnétiques
(4) inspection des particules magnétiques à la surface des dents, test de dureté
(5) vérification de la tolérance des dents
(6) l'essai de charge d'assemblage d'usine pour vérifier l'exactitude de la taille de l'engrenage |

| Je ne veux pas. |
processus |
traitement
mesure
|
traitement
équipement
|
le programme de les tests |
inspection équipement |
|
1
|
préparer
|
1Matériau: acier coulé de haute qualité
2. Formuler un procédé de coulée raisonnable et assurer la qualité de la coulée au moyen d'une simulation informatique de la solidification
3. Formuler un procédé de fusion raisonnable pour assurer la composition chimique de la coulée
4. Formuler un procédé de traitement thermique raisonnable pour assurer
Vérifier les propriétés mécaniques de la coulée
|
|
|
|
|
2
|
la modélisation
|
1. Contrôler strictement la qualité du sable de type (noyau), assurer la résistance et le contrôle de l'eau
2. sablage, polissage de surface inclinée, pinceau à deux reprises
3. Placez la levure de coulée et le fer à froid selon les exigences du processus
4Nettoyer et cuire au besoin.
la cavité
|
le sable mélangeur
|
Vérifiez la qualité du sable de type (noyau) et du sable de surface
2Vérifiez la taille de la cavité.
Vérifiez le temps de cuisson
|
|
|
3
|
Fusion à fonder
|
1. Choisissez le fer brut à faible SP, sélectionnez la ferraille, les matériaux auxiliaires et l'alliage du four de cuisson en fonction du processus
2. selon un procédé spécial de fusion, faire de l'acier
Les éléments dangereux S.P. répondent aux normes de contrôle interne
3L'acier fondu fini est traité par soufflage d'argon dans la cuillère et dégazage par circulation sous vide RH pour rendre la composition de l'acier fondu uniforme, réduction nocive de l'oxygène (H, O),température uniforme, augmenter la fluidité de l'acier fondu, afin d'assurer un bon remplissage liquide de la coulée et d'éviter la coulée de la porosité et d'autres défauts
Contrôler strictement la température de coulée et la vitesse de coulée conformément aux dispositions
|
fourneau de 50 t
Équipement de dégazage à circulation sous vide R-h pour le souffleur à argon à cuiller
|
1Les matériaux de fourneau doivent satisfaire aux exigences technologiques
2- contrôle de la température d'alimentation, de la quantité d'alimentation, du temps d'ébullition pur, de la température de l'acier
3. The direct reading spectrometer is used to quickly detect the chemical composition in front of the furnace to ensure that the equipment is in the best state during melting and the chemical composition of the finished product meets the requirements during pouring
4Vérifiez les paramètres de soufflage d' argon et de traitement sous vide R-H
5Vérifiez la température de départ et
Temps de coulée
|
Spéctromètre de lecture directe
Les équipements physiques et chimiques
|
|
4
|
Nettoyage et traitement thermique
|
1Le temps de conservation de la chaleur interne du moule de coulée ne doit pas être inférieur aux exigences du procédé
2- Les sableurs, les sablageurs, les coupeurs et les versateurs répondent aux exigences technologiques
3. Effectuez strictement le traitement thermique à vide
Pour assurer l'uniformité de la température du four et affiner la structure originale de la coulée
|
50 tonnes
machine à sable inerte et
8.5 × 12 m
Fours de traitement thermique
|
1Vérifiez la température du four.
2L'échantillon est traité thermiquement avec la coulée dans le même four, et les propriétés mécaniques sont envoyées pour vérification immédiate.
3Vérifiez la qualité de la surface du vide
Quantité, dimension géométrique et autorisation d'usinage
|
Les équipements physiques et chimiques
|
|
5
|
grossière usinage |
1- Réserve pour l'usinage brut selon les dispositions technologiques
Traitement du vieillissement artificiel
|
tour vertical
8.5 × 12 m
Fours de traitement thermique
|
Vérifiez la taille
Inspection visuelle des défauts Inspection par ultrasons
|
Ultrasons
Tests
|
Les prescriptions techniques d'un grand anneau d'engrenage CITICIC:
1) est prétraité avant de normaliser le traitement de durcissement de surface, la dureté devrait HB210 ~ 250; les performances mécaniques sont la résistance ultime Rb 690MPa, la contrainte de rendement Rs 490MPa, l'allongement D5 11%,Réduction de la surface W de 25%, résistance aux chocs Ak 30J; durcissement par induction des dents, dureté HRC50 ~ 55; profondeur effective de la couche durcie de 3 ~ 5 mm.
2) la détection globale des défauts par ultrasons, la qualité interne doit satisfaire à deux exigences, les exigences de la norme GB7233-87; inspection des particules magnétiques des dents et des filets,la qualité doit répondre à deux exigences des normes GB/T9444-88.
3) Notez que la coulée n'est pas arrondie R5 ~ R10.
4) Chapeau denté aux deux extrémités et 1 45 b.5) par deux anneaux et demi de largeur de chaque anneau d'accouplement le long du bord d'un anneau entier constitué de boulons de haute résistance,combiné avec la surface de la dent doit être au centre du bas.
2 procédé de fabrication de gros engrenages à anneau
2.1 du brut
La coulée en acier est fournie par CITIC Heavy Machinery Co., Ltd. L'usine de forgeage lourd, gérée par la norme GB11352-89, spécifie les exigences pour la modélisation selon le processus de coulée, la fusion,le casting, boîtes de frappe, nettoyage, conditionnement des pièces moulées.
Véhicules, selon les normes JB/T6402-92 délivrés après acceptation
La procédure de descente.
2.2 roulement
Traversé par traçage et en dehors de l'allocation, l'alignement, la connexion, le traitement à l'intérieur et à l'extérieur du cercle, combinant le fraisage de face, le forage et d'autres processus.
2.3 Blessure par exploration
La détection globale des défauts par ultrasons et la qualité interne doivent satisfaire aux deux exigences des normes GB7233-87.
2.4 normaliser le prétraitement
Les paires de demi-anneaux de normalisation et de trempage, fournissent une bonne organisation pour le durcissement ultérieur de la surface; presses dessins de déformation de l'inspection de l'engrenage de demi-anneau après traitement thermique.
2.5 Utilisation de machines
Les deux premiers anneaux et demi sont faits avec des boulons de haute résistance reliant l'anneau dans son ensemble, le processus global en dessinant un cercle Quannei Wai dents et les extrémités supérieure et inférieure,et puis les exigences du procédé de fraisage de dessin et d'usinage.
2.6 Élimination des contraintes de traitement
L'anneau a été recuit pour éliminer le stress.
2.7 durcissement global de la surface de l'anneau
SI le long de la surface alvéolaire de la dent, dureté HRC50 ~ 55, profondeur effective de couche durcie 3 ~ 5 mm.
2.8 Inspection finale
Premièrement, l'éteinture par fréquence de détection, la dureté après trempage de l'anneau d'engrenage répond aux exigences des dessins; deuxièmement,pour détecter si le diamètre extérieur maximal est plus grand que la taille D6944 de la déformation de 3 mm, la correction mécanique requise jusqu'à ce qu'elle soit qualifiée; Troisièmement, l'inspection des particules magnétiques des dents et des filets, la qualité doit répondre à deux exigences.selon les dessins et les prescriptions techniques pour l'inspection finale.
Nos services
CITIC Heavy Industries est votre partenaire commercial dans le marché après-vente.
CITICIC est en mesure de fournir:
1. pièces détachées d'ingénierie - conception et fabrication
2. FONDRIES de fonte en acier et en fer à grands volumes
3. énormes capacités d'atelier de machines
4. programmes de formation
5. PROGRAMMES de maintenance préventive
6- Services de maintenance préventive
7. PROGRAMMES d'entretien complets
Les ingénieurs de service sur le terrain de CITIC sont formés spécifiquement aux produits du groupe de marques CITIC, mais sont capables d'entreprendre le service d'autres marques OEM.
Nos techniciens sont équipés de l'équipement de diagnostic technologique le plus avancé disponible pour résoudre les problèmes de votre équipement afin d'optimiser les performances et de minimiser les temps d'arrêt.
CITICIC dispose également d'une vaste capacité à vous fournir tous les consommables et pièces détachées électriques/mécaniques dont vous avez besoin.
Questions fréquentes
Contrôle de la qualité
Centre d'identification physique et chimique
CITICIC possède un institut professionnel d'essais et de métrologie qui fournit des méthodes d'essais avancées telles que les tests non destructifs
essais, analyse chimique industrielle, essais et analyses métallographiques, essais mécaniques, préparation d'échantillons, mètre/longueur
Notre institut de métrologie a joué un rôle de premier plan en Chine.
CITICIC possède près de deux cents types d'équipements de test avancés,neuf normes de mesure différentes et près de vingt types d'équipements d'essai de classe mondiale qui ont été importés de pays internationaux tels que l'Allemagne, Japon, États-Unis,
Royaume-Uni et Belgique.

 Votre message doit contenir entre 20 et 3 000 caractères!
Votre message doit contenir entre 20 et 3 000 caractères!