OEM forgeant l'anneau hélicoïdal de vitesse de périmètre de grande arête de hareng simple d'acier allié double avec la commande numérique par ordinateur Mahining
Nous pouvons produire de grandes vitesses de forge, de moulage et de soudure selon les dessins du client. Selon les conditions de travail et
la demande des clients, nous pouvons également faire la vitesse rectifiant, durcissement de surface, cimenté et extinction, la nitruration et extinction, etc.
|
Matériel
|
Acier au carbone, acier allié
|
|
Norme
|
ASTM DIN. GOST JIS ETC. D'EN
|
|
Structure
|
Forge, moulant et soudure
|
|
Module de vitesse
|
8-120
|
|
Meulage de vitesse
|
MAX Module 24
|
|
Diamètre de roue de vitesse :
|
Max 13 000 millimètres
|
|
Diamètre de vitesse en spirale :
|
2 200 millimètres MAXIMAUX
|
|
Longueur d'axe de vitesse :
|
Max 5 000 millimètres
|
|
Service d'OEM offert
|
Selon des dessins de client
|
|
Secteur offert :
|
Selon des demandes de client
|
|
Traitement thermique
|
Durcissement par trempe de Q et de T
|
|
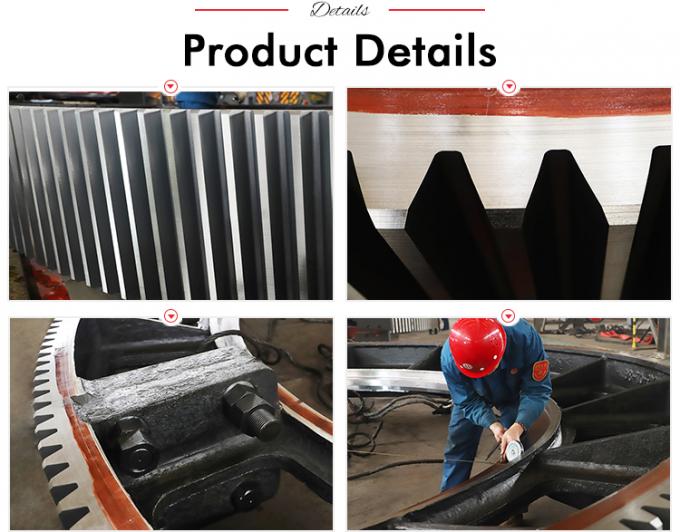
Nous fournissons des vitesses de périmètre dans trois conceptions différentes
1. Acier fabriqué
- anneau forgé
- plat roulé
Acier moulé
Fonte (nodulaire) malléable
Les vitesses fabriquées sont devenues plus communes dans le passé et sont construites avec les matériaux en acier forgés de jante de vitesse et l'électro constitution soudée. Les anneaux sont fabriqués d'un bloc entier d'acier allié de haute résistance. Après que l'usinage approximatif de l'anneau, nous effectuent durcir et gâcher le traitement thermique afin d'améliorer la caractéristique mécanique et donc sa représentation appropriée.
Avantages des vitesses fabriquées de périmètre
1. La structure matérielle forgée exclut le risque d'inclusions
2. Des défauts de structure comme des trous de gaz, le rétrécissement micro, des trous de goupille, des inclusions chaudes de larmes, de sable et de scories sont évités
3. Par conséquent, la soudure de réparation de la constitution et par exemple le meulage des secteurs dentés n'est pas exigée.
4. La méthode de fabrication fabriquée exclut le besoin de modèles et de canalisations verticales
5. Le matériel de jante a une dureté plus élevée et plus de haute résistance que la matière employée pour la structure sous-jacente (c.-à-d. Web, goussets)
Caractéristiques
1. dents externes
Diamètre maximum : 16000 millimètres
Largeur dentée de visage : 1700 millimètres
Module maximum : 45 par la fraise-mère
Module maximum : coupeur de finition de 65 vitesses
2. Dents internes
Diamètre maximum : 6500 millimètres
Module maximum : 25,4
Largeur dentée de visage : 400 millimètres
Forge du processus matériel
Pièce forgéee
Roulement final
Refroidissement de four
Contrôle sur la production
Extinction de l'eau
Essai de dureté
Usinage approximatif
Essai ultrasonique et inspection dimensionnelle
Certification d'inspection finale
Normes/certificats
OIN D'EN D'UNI
AWS
ASTM
ASME
DIN
Applications
Nos vitesses de périmètre sont appliquées dans les industries de ciment et de minerais :
Divers types de moulins horizontaux
Dessiccateurs rotatoires
Fours rotatoires
Toute autre grande application d'anneau de vitesse
Spécifications pour les bâtis en acier pour les moulins de meulage
d. rapport d'inspection ultrasonique (avant et après des réparations)
e. rapport d'inspection de particules magnétiques (avant et après des réparations)
f. rapport dimensionnel
g. cartes de réparation de soudure
h. procédures de soudure et disque de qualification de procédure
i. qualification de soudeuse
j. qualification de essai non destructive d'inspecteur
|
Article
|
Caractéristiques structurelles
|
Traitement de la mesure
|
Contenu d'essai
|
|
Vitesse de périmètre
|
(1) acier de GS42CrMo4Alloy (normes de propriété industrielle d'entreprise)
HB 220~240
(2) semi-structuré, Y-rai
(3) hélicoïdal
(4) structure raisonnable de cachetage et d'alignement de l'acier allié (normes de propriété industrielle d'entreprise)
|
(1) raffinage en acier externe (l'argon de Rhésus et traitement de vide)
(2) technologie accrochante de propriété industrielle de sable de moulage à froid pour assurer le bâti, les dents denses
(3) normalisant (technologie de propriété industrielle) pour s'assurer que la dureté de surface de dent
Ensuite
(4) le fraisage approximatif, temps de libération, réparent la surface commune, puis petit pain fin
(5) fraise-mère faite maison de propriété industrielle fraisant très bien
|
propriétés mécaniques de bâtis (de 1) et composition chimique (norme interne)
(2) dégrossissage après l'essai sonique
semi-finissage (de 3), finissant après inspection d'essai ultrasonique et de particules magnétiques
(4) inspection extérieure de particules magnétiques de dent, essai de dureté
contrôle de tolérance de dent (de 5)
(6) l'essai de charge d'ensemble d'usine pour vérifier l'exactitude de la taille de la vitesse
|

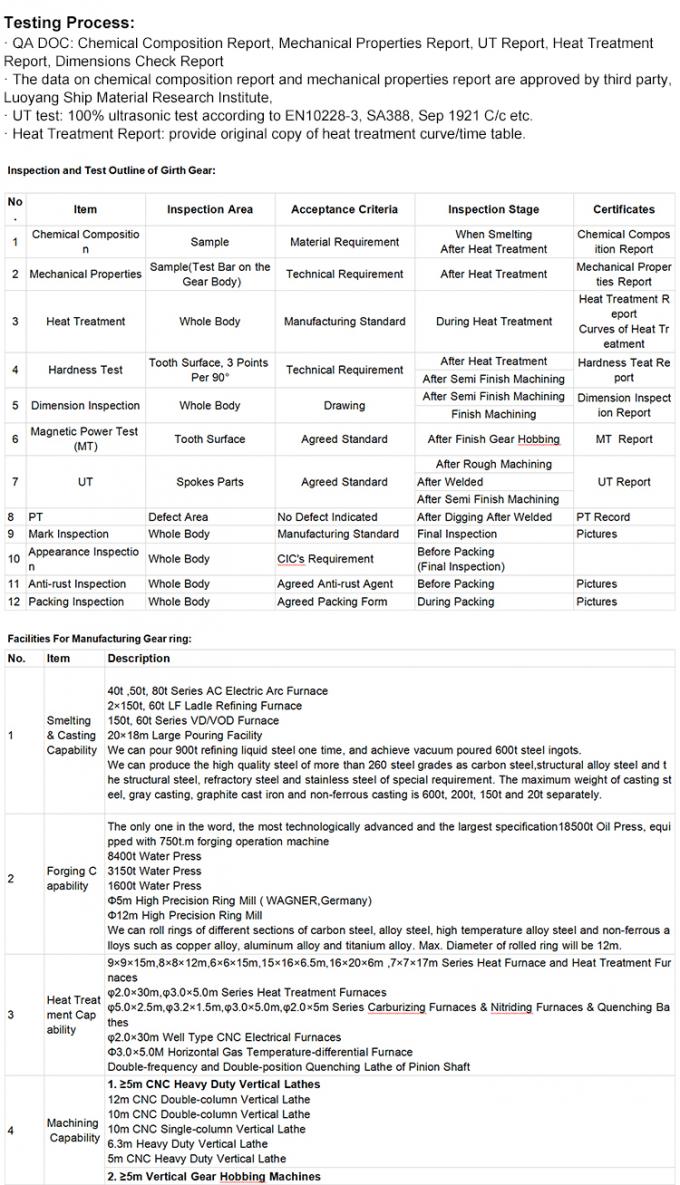
Les impératifs techniques d'un grand anneau de vitesse de CITICIC :
1) est traité préalablement avant de normaliser le traitement durcissant extérieur, la dureté si HB210 | 250 ; la représentation mécanique sont le Rb 690MPa, effort de fléchissement Rs 490MPa, l'élongation D5 11%, striction de force finale W 25%, dureté Ak 30J d'impact ; induction de dents durcie, dureté HRC50 | 55 ; profondeur durcie efficace 3 | 5mm de couche.
2) la détection ultrasonique globale de faille, qualité interne devrait répondre à deux exigences standard des conditions GB7233-87 ; l'inspection de particules magnétiques de dent et de filet, qualité devrait répondre à deux normes des conditions GB/T9444-88.
3) la note le bâti n'est pas R5 arrondi | R10.
4) le chanfrein de dent aux deux extrémités et 1 45b.5) par 2 et demi largeur de dent d'engrenage d'anneau de chaque anneau couplant le long du bord d'un anneau entier fait avec les boulons de haute résistance, combinés avec la surface de dent doit être au centre inférieur.
grand processus de fabrication de vitesse d'anneau 2
2,1 de rugueux
Le blanc de moulage en acier est fourni par l'usine lourde de pièce forgéee de CITIC Heavy Machinery Co., Ltd., dirigée par la norme GB11352-89 définit des conditions pour modeler selon le processus de moulage, fusion, moulant, boîtes de coup, nettoyage, habillant des bâtis ;. Pendant l'inspection et l'acceptation par les dessins et les impératifs techniques pour le blanc en acier
Contrôles, accordant les normes JB/T6402-92 publiées après acceptation
En bas de la procédure.
dégrossissage 2,2
Croisé par le dessin et rester l'allocation, l'alignement, connexion, traitant à l'intérieur et à l'extérieur du cercle, combinant le fraisage de visage, le perçage et d'autres processus.
2,3 blessure d'exploration
La détection ultrasonique globale de faille, qualité interne devrait répondre aux deux exigences des normes GB7233-87.
traitement préparatoire 2,4 de normalisation
les paires de Semi-anneau normalisant et gâchant le traitement, fournissent une bonne organisation pour le durcissement extérieur suivant ; déformation de dessins de presse de la demi inspection de vitesse d'anneau après traitement thermique.
2,5 usinage
D'abord 2 et demi l'anneau est fait avec les boulons de haute résistance reliant l'anneau dans son ensemble, le processus global en dessinant des dents de Quannei un Wai de cercle et des conditions de processus de fraisage supérieures et plus bas de gamme, et puis dessinantes et de usinages.
2,6 élimination de traiter l'effort
L'anneau global a recuit pour éliminer l'effort.
durcissement global de surface de l'anneau 2,7
SI le long de l'induction alvéolaire de surface de dent durcissant, dureté HRC50 | 55, profondeur durcie efficace 3 | 5mm de couche.
2,8 inspection finale
D'abord, la fréquence de détection éteignant, la dureté après le gâchage de la vitesse d'anneau cogging répond aux exigences des dessins ; deuxièmement, pour détecter si le diamètre extérieur maximum un D6944 plus de grande taille comme déformation 3mm, la correction mécanique requise jusqu'à qualifié ; Troisièmement, l'inspection de particules magnétiques de dent et de filet, qualité devrait répondre à deux exigences standard des conditions GB/T9444-88 ; En conclusion, selon les dessins et les impératifs techniques pour l'inspection finale.
| Non. |
processus |
traitement
mesure
|
traitement
équipement
|
programme des essais |
équipement d'inspection |
|
1
|
préparez
|
1. Matériel : acier moulé de haute qualité
2. Formulez le processus de moulage raisonnable et assurez la qualité de moulage au moyen de simulation sur ordinateur de solidification
3. Formulez le processus de fusion raisonnable pour assurer la composition chimique du bâti
4. Formulez le procédé raisonnable de traitement thermique pour s'assurer
Vérifiez les propriétés mécaniques du bâti
|
|
|
|
|
2
|
modélisation
|
1. Commandez strictement la qualité du type (noyau) sable, assurez la force et le contrôle de l'eau
2. Damage de sable, surface inclinée polissant, pinceau deux fois
3. Placez la canalisation verticale de versement et le fer froid selon les conditions de processus
4. Nettoyez et faites cuire au four au besoin
cavité
|
mélangeur de sable
|
Vérifiez la qualité du type (noyau) sable et sable de surface
2. Vérifiez la taille de cavité
Vérifiez le temps de cuisson
|
|
|
3
|
Bâti de fusion
|
1. Choisissez la basse fonte de S.P, l'acier choisi de chute, les matériaux auxiliaires et l'alliage du four de cuisson selon le processus
2. Selon le processus spécial fondant, faites l'acier
Les éléments dangereux de S.P répondent à des normes de contrôle interne
3. L'acier fondu de finition est traité avec l'argon soufflant dans la décarburation de circulation de poche et de vide de Rhésus pour faire l'uniforme en acier fondu de composition, l'oxygène néfaste (H, O) réduction, la température uniforme, augmenter la fluidité de l'acier fondu, afin d'assurer le bon réapprovisionnement liquide du bâti et empêcher le bâti de la porosité et d'autres défauts
Strictement la température de bâti de contrôle et vitesse de moulage selon les dispositions
|
four de 50 t
Équipement de dégazage de circulation de vide de Rhésus pour le dispositif de soufflement d'argon de poche
|
1. Les matériaux de four doivent répondre aux exigences technologiques
2. La température de alimentation de contrôle, quantité de alimentation, temps de ébullition pur, la température en acier
3. Le spectromètre à lecture directe est utilisé pour détecter rapidement la composition chimique devant le four pour s'assurer que l'équipement est dans le meilleur état pendant la fonte et la composition chimique du produit fini répond aux exigences pendant le versement
4. Vérifiez les paramètres de l'argon soufflant et le traitement de vide de Rhésus
5. Vérifiez la température commençante et
Temps de versement
|
Spectromètre à lecture directe
L'équipement physique et chimique
|
|
4
|
Nettoyage et traitement thermique
|
1. La période interne de conservation de la chaleur de la lingotière de bâti ne sera pas moins que les conditions de processus
2. Sable tombant, canalisations verticales de grenaillage, de coupure et de versement pour répondre aux exigences technologiques
3. Effectuez strictement le traitement thermique vide
Pour assurer l'uniformité de la température de four et raffiner la structure originale du bâti
|
50t
Machine en baisse inerte de sable et
8,5 ×12m
Four de traitement thermique
|
1. Vérifiez le disque de la température de four
2. L'échantillon est soumis à un traitement thermique avec le bâti dans le même four, et les propriétés mécaniques sont envoyées pour être vérifiées immédiatement
3. Vérifiez la qualité extérieure du blanc
Quantité, dimension géométrique et allocation de usinage
|
L'équipement physique et chimique
|
|
5
|
usinage approximatif |
1. Allocation de réservation pour l'usinage approximatif selon les dispositions technologiques
Traitement vieillissant artificiel
|
Tour vertical
8,5 ×12m
Four de traitement thermique
|
Vérifiez la taille
Inspection visuelle pour l'inspection ultrasonique de défauts
|
Ultrasonique
Essai
|

 Votre message doit contenir entre 20 et 3 000 caractères!
Votre message doit contenir entre 20 et 3 000 caractères!